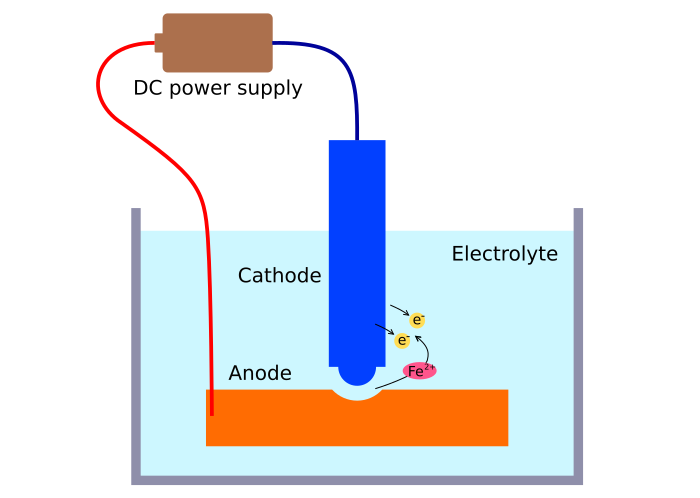
電解液中で陽極側(被削材)と陰極側(電極側)に電流を流すと、陽極側の金属(被削材)がイオンとなって溶け出します。
陽極(被削材)と陰極(電極)が接近している箇所は、より電流が流れやすいため優先的に電解されていきます。その結果、電極の形状が被削材に転写されたように加工されます。
電解液と電流効率/電流密度
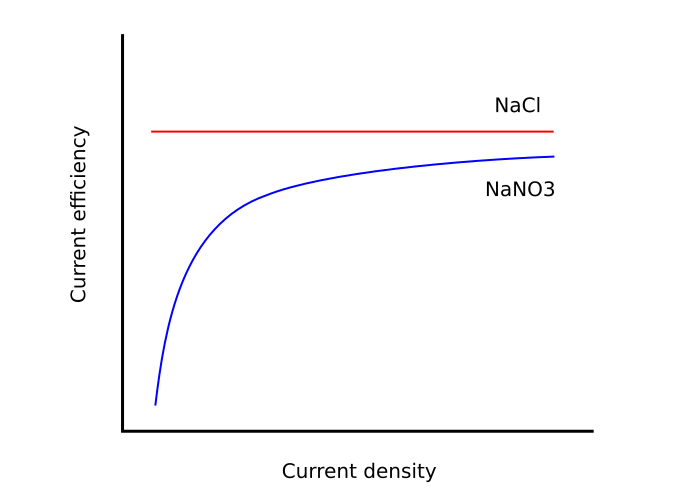
電解液として最も手に入りやすいのは塩水です。電流密度によらず、電流効率が高いため、加工精度を求めなければ簡単に実験できます。
他によく利用されるのがNaNO3(硝酸ナトリウム)です。「硝酸」とつくとすごく危ないイメージがありますが水に溶けやすく、水溶液は中性です。とはいえ、作業中はゴム手袋、安全眼鏡着用です。グラフにあるように電流密度が低いときに反応が弱まるため、加工速度を電流値(もしくは設定電圧)で制御することが可能となります。
酸化被膜の影響
材質によっては加工中に強い酸化被膜ができます。酸化被膜で絶縁されると電解は止まります。出来た酸化被膜を取り除きながら電解加工を続ける方法もありますが、当社では、純チタン、タングステン、タンタル、ニオブは加工不可としています。
超硬の加工
「超硬(ちょうこう)」は加工屋には馴染みの材料ですが、日常生活ではあまり使わない言葉だと思います。文字通りチョー硬くて丈夫なので、切削工具や金型の材料などに使われます。材料が固く加工がしにくいため、電解加工で加工できないかお問い合わせいただくことがあります。電解加工の条件によっては加工は可能なのですが、当社では設備が超硬に対応できていないため残念ながら加工不可としています。
当社で超硬の加工をするときは通常の研削加工や形彫放電・ワイヤー放電加工で対応しています。


コメント